
Estos días estoy participando en un proyecto con mi empresa en el que estoy teniendo la suerte de adquirir nuevos conocimientos. En concreto os quiero compartir este artículo sobre un asunto que me ha hecho reflexionar, y por otro lado sorprenderme, me explico.
Todos queremos ser sostenibles
Ahora bien, que no me toquen el bolsillo o que no me molesten mucho. Lo decimos en broma, pero creo que somos así, aunque también creo que sabemos mejorar, y lo haremos. Sirva este escrito aunque solo sea para motivar a uno de vosotros.
En una charla desgranaron conceptos que me eran familiares: economía circular, sostenibilidad, etc; y otros que no tanto: marketing social corporativo, marketing institucional, etc. De todo este conglomerado ilustré en mis apuntes un triángulo que os comparto (los garabatos suelo hacerlos cuando escucho activamente, soy un bicho raro):
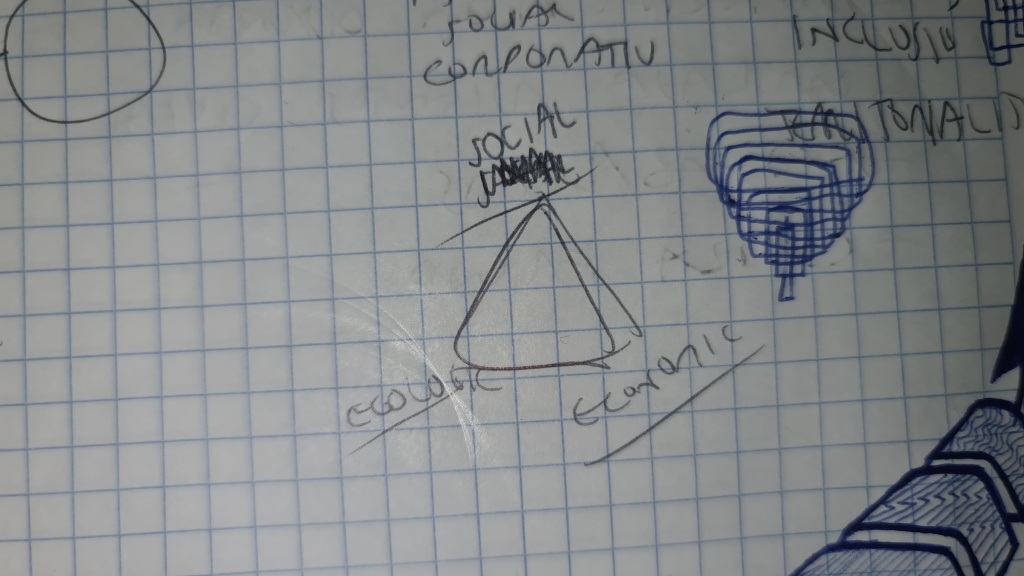
Según sus lados, un triángulo puede ser equilátero, y tendríamos equilibrio; isósceles o escaleno, y no tendríamos equilibrio. Esto no impide que en ocasiones quepa la opción de valorar mejor un desequilibrio que un equilibrio, como por ejemplo un contenido más social en una más despoblada, o uno económico en una zona más desfavorecida. Creo que lo importante sería que hubiera contenido en los 3 vértices.
Vaya por delante que, como reza el blog, soy mecánico, así que disculpen aquellos con conocimientos en la materia, pero como el blog es mío, mis opiniones y reflexiones también 😅
Aunque especialistas se han comprometido a ayudarme a revisar los valores de mi proyecto profesional desde la visión de estos prismas, me ha gustado hacer el ejercicio yo solo, y de ahí mi sorpresa, pues estoy gratamente satisfecho con lo que sin tener estos conocimientos en la materia, había plasmado en nuestra actividad diaria. Supongo que fruto de vivencias y anhelos puestos en mi proyecto actual.
En mi empresa acabamos fabricando, así que analizamos las aplicaciones, sin hacer estudios de cientos de hojas, para ofrecer viabilidad técnica y económica, pero sin haber puesto el foco en ello, resulta que también habíamos incluído los vértices social y ecológico.
Esto que suena a grandes palabras para poner en la web y en presentaciones, y que a veces me producen «picores», no voy a decir que al 100%, pero están en nuestro ADN, y nuestros clientes, ven en nuestra presentación conceptos como fabricación km0, transmisión del conocimiento, apoyo de la industria local, etc.
Aterrizar estos conceptos a veces es tan sencillo como estudiar en primer lugar la rentabilidad económica y luego el resto, y ahí tratamos de hacer tangible lo intangible, con conceptos que forman parte de nuestros valores, como los comentados anteriormente. Y es que no se trata sólo de comprar más barato, sino de reflexionar lo que hay detrás de cada compra, y ponerlo en valor.
Como estoy en plan evangelizador, os dejo un par de reflexiones que ilustran en qué pienso cuando hablo de esas dimensiones social, ecológica y económica cuando compramos (y vendemos).
Reflexión 1 ON
¡Faltan oficiales! ¡cierran empresas! ¡no hay artesanos! ¡no saben/pueden repararme este aparato! Obviamente caben muchas reflexiones y análisis de la realidad de una sociedad localmente, pero ¿creéis que puede estar vinculada esta realidad con lo que yo llamo «la búsqueda del más barato todavía»? ¿has reflexionado alguna vez en el posible impacto social de la compra del producto más barato (sin importar la procedencia)?
Reflexión 1 OFF
Reflexión 2 ON
Analizar el impacto de la cadena de suministro de un equipo o componente en profundidad no es fácil, pero estaréis de acuerdo conmigo que no es lo mismo analizar desde el punto de vista de la sostenibilidad cuando hablamos de un componente para 1.000.000 de unidades, 5.000 unidades, o 1 unidad; ¿y si pensamos en el mantenimiento posterior? ¿no creéis que como sociedad deberíamos pensar en estrategias diferentes para diferentes escenarios? Estoy convencido que esto protegería el entorno local, incluso generaría oportunidades, que reportarían beneficios sociales, ecológicos y económicos.
Reflexión 2 OFF
Simplemente espero que os haga pensar, y si queréis compartir vuestras ideas o reflexiones, ¡os montáis un blog! 🤣🤣🤣 No hombre, podéis escribir aquí, hay sitio para todos.

 Creo que el hecho de que haya en el mercado un buen puñado de fabricantes de máquinas de impresión haciendo su trabajo, que es vender sus máquinas, está ejerciendo un efecto hipnótico sobre algun@s: comprar las maravillas de la impresión 3D por lo que las máquinas son capaces de hacer. (Un Ferrari es una buena máquina pero, ¿sirve para todo?)
Creo que el hecho de que haya en el mercado un buen puñado de fabricantes de máquinas de impresión haciendo su trabajo, que es vender sus máquinas, está ejerciendo un efecto hipnótico sobre algun@s: comprar las maravillas de la impresión 3D por lo que las máquinas son capaces de hacer. (Un Ferrari es una buena máquina pero, ¿sirve para todo?)




 Deben su nombre a su inventor, Viktor Kaplan, también defensa central del Viena F.C., y suelen utilizarse en centrales de río, y en general, donde el salto es <65 metros. Normalmente verticales, sus álabes son orientables para obtener un mayor aprovechamiento de los cambios de altura que puedan originarse, aunque existe una variante, horizontal y con álabes fijos, a la que se le suele llamar tipo bulbo. Se pueden obtener potencias de hasta 200MW. Geométricamente existen diámetros de turbina de 10 metros y pueden alcanzar hasta 400 rpm (imaginaros esas masas dando vueltas :))
Deben su nombre a su inventor, Viktor Kaplan, también defensa central del Viena F.C., y suelen utilizarse en centrales de río, y en general, donde el salto es <65 metros. Normalmente verticales, sus álabes son orientables para obtener un mayor aprovechamiento de los cambios de altura que puedan originarse, aunque existe una variante, horizontal y con álabes fijos, a la que se le suele llamar tipo bulbo. Se pueden obtener potencias de hasta 200MW. Geométricamente existen diámetros de turbina de 10 metros y pueden alcanzar hasta 400 rpm (imaginaros esas masas dando vueltas :))

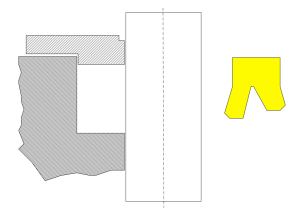

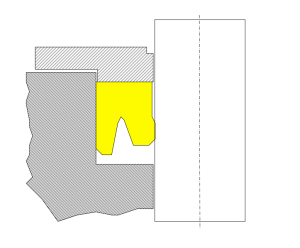

 Llegados a este punto ¡ya tenemos el primer ingrediente para el compression set! ¡Presión!
Llegados a este punto ¡ya tenemos el primer ingrediente para el compression set! ¡Presión!


