
¡Vuelvo a estudiar!
Me apasiona tanto formar como formarme, y lo segundo sobre todo en disciplinas más allá de mis conocimientos y experiencia (por aquello de sentirme incómodo 😅).
¿Qué hace un mecánico con más de 25 años caminando por la industria curioseando el ámbito médico?
Mis últimos años profesionales me han vuelto a acercar a la fabricación aditiva, pero ahora dentro de uno de los ámbitos que más me apasionan, los procesos industriales. La fabricación aditiva tienen una gran capacidad de innovación en productos, procesos y servicios, y eso es lo que me ocupa en mi actual empresa a nivel industrial, pero como siempre, creo que hay que andar curioseando más allá.
No sorprendo a nadie si digo que veo en el campo de medicina una ola de un buen tamaño que ya se inició hace muchos años, que arrastrará a muchos ingenieros (en el buen sentido) a participar en procesos médicos de la mano de la #fabricaciónaditiva, y me parece fascinante. Por eso quiero entender el proceso, de principio a fin, para conocer de primera mano en qué etapas se puede añadir valor; pero también las limitaciones, legislación, ética, conductas, futuro… Nunca se sabe dónde te pueden empujar las olas…
Varias semanas atrás, charlando con un cirujano sobre este asunto, me comentó que él cree que los médicos y los ingenieros se van a entender muy bien, así lo espero, así espero que la sociedad promueva a todos los niveles esta unión. Y aviso para navegantes: también comentamos de la futura necesidad de ingenieros en el sector médico…
Hace muchos años tuve la suerte de asistir a un simposio médico sobre cirugía de rodillas, ya que mi padre por su avanzada edad tenía una rodilla como el coliseo de Roma, y en directo pude ver como el Dr. José Aragón compartía la cirugía por videoconferencia.
Aparte de las exclamaciones de mi madre que divirtieron bastante a los asistentes, me quedé asombrado por lo familiar que me resultaba la escena a nivel mecánico: guías, titanio, sierra, escoplo, tornillos, plásticos, desgaste; vamos, que faltó el soplete, la radial y el bocata y me siento como en el taller.
La fabricación aditiva ya está cada día más presente en diferentes etapas y ámbitos del sector médico, pero estoy seguro que veremos un incremento interesantísimo en la llegada directa de la fabricación aditiva al quirófano para acabar implantándose en el cuerpo humano.
Aunque en realidad hasta aquí, siento deciros que nada muy novedoso, puesto que la fabricación aditia viene siendo implantada en nuestros cuerpos, principalmente a nivel óseo y con materiales metálicos (titanio) hace bastantes años, pero los recientes avances, y empuje empresarial, en el campo de la fabricacion aditiva creo que va a generar numerosas oportunidades en:
- reducir los costes de asociados no sólo a la fabricación de implantes sino al software, máquinas de producción, procesos quirúrgicos, etc
- aumentar el uso de materiales metálicos, pero sobre todo, plásticos implantables
- facilitar la integración de la producción en aquellos centros médicos que opten por esta vía
- abrir vías de desarrollo de terapias con material vivo del propio paciente, pues la personalización es algo inherente en la fabricación aditiva
- generar especialidades en ingeniería biomédica (con clara vocación multidisplinar: mecánica, audiovisual, tecnologías de la información, química…), y por tanto puestos de trabajo
Y supongo que cuando acabe de estudiar el curso, podré añadir más cosas a la lista, y espero no tener que borrar ninguna… 😂😂😂
P.D.: Mi padre bien, gracias. Haciendo kilómetros… 😇

 Creo que el hecho de que haya en el mercado un buen puñado de fabricantes de máquinas de impresión haciendo su trabajo, que es vender sus máquinas, está ejerciendo un efecto hipnótico sobre algun@s: comprar las maravillas de la impresión 3D por lo que las máquinas son capaces de hacer. (Un Ferrari es una buena máquina pero, ¿sirve para todo?)
Creo que el hecho de que haya en el mercado un buen puñado de fabricantes de máquinas de impresión haciendo su trabajo, que es vender sus máquinas, está ejerciendo un efecto hipnótico sobre algun@s: comprar las maravillas de la impresión 3D por lo que las máquinas son capaces de hacer. (Un Ferrari es una buena máquina pero, ¿sirve para todo?)







 Deben su nombre a su inventor, Viktor Kaplan, también defensa central del Viena F.C., y suelen utilizarse en centrales de río, y en general, donde el salto es <65 metros. Normalmente verticales, sus álabes son orientables para obtener un mayor aprovechamiento de los cambios de altura que puedan originarse, aunque existe una variante, horizontal y con álabes fijos, a la que se le suele llamar tipo bulbo. Se pueden obtener potencias de hasta 200MW. Geométricamente existen diámetros de turbina de 10 metros y pueden alcanzar hasta 400 rpm (imaginaros esas masas dando vueltas :))
Deben su nombre a su inventor, Viktor Kaplan, también defensa central del Viena F.C., y suelen utilizarse en centrales de río, y en general, donde el salto es <65 metros. Normalmente verticales, sus álabes son orientables para obtener un mayor aprovechamiento de los cambios de altura que puedan originarse, aunque existe una variante, horizontal y con álabes fijos, a la que se le suele llamar tipo bulbo. Se pueden obtener potencias de hasta 200MW. Geométricamente existen diámetros de turbina de 10 metros y pueden alcanzar hasta 400 rpm (imaginaros esas masas dando vueltas :))

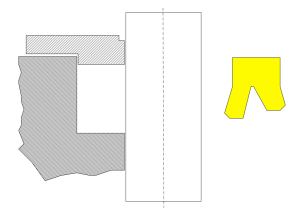

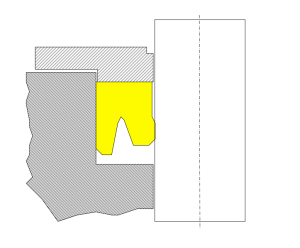

 Llegados a este punto ¡ya tenemos el primer ingrediente para el compression set! ¡Presión!
Llegados a este punto ¡ya tenemos el primer ingrediente para el compression set! ¡Presión!