
Artículos anteriores: ¿Qué es mecanizar? – El limado ese gran desconocido
Ante el gran interés que ha despertado el artículo sobre el limado, y como los blogs, al igual que muchas otras cosas en la vida, se rigen por la ley de la oferta y la demanda, voy a dedicar otro artículo a hablar específicamente de las herramientas de limado, o sea, las limas.
Las limas, a parte de ser una fruta con muchas variedades, son herramientas de mecanizado, habitualmente manuales, que se fabrican en acero templado, y que se utilizan tanto para rebajar, como para pulir metales. Todo dependerá del tipo de lima utilizada.
Para dejar clara la nomenclatura, y empezar desde ahora a hablar con propiedad, os presento una imagen con las partes principales de una lima:

A partir de aquí, vamos a hablar de las características de las limas.
I. La forma
Se entiende por forma, la figura geométrica que se obtiene de su sección transversal, o sea, la figura que veremos si partimos una lima por la mitad (si es que alguien tiene lo que hay que tener para partirla). También afecta a su clasificación la forma de la lima, aquí podéis ver unos ejemplos, que no son todos los que existen, pero sí los más comunes:

1 – Carleta / 2 – Plana paralela: son los dos tipos de limas planas, y son las de uso más habitual.
3 – Cuadrada: también tiene todas sus caras planas y se utiliza para agujeros cuadrados o chaveteros.
4 – Redonda: se utiliza para agujeros y formas curvas. Si acaba en punta totalmente, se les llama «cola de ratón», que ocurrencia.
5 – Media caña: es un híbrido entre plana y redonda, teniendo ambas funciones en una sola herramienta.
6 – Triangular: sobre todo es utilizado para limar sobre ángulos.
II. El tamaño
Aunque a muchos nos sigue amparando la frase de que el tamaño no importa, en este caso sí que lo es.
Los tamaños de las limas se clasifican en pulgadas y los más corrientes van desde 3″ hasta 14″, en unidades métricas: de ~76mm hasta ~356mm. Estas medidas se refieren a la longitud del cuerpo.
Y el tamaño sí que es importante porque como vosotros comprenderéis, no es lo mismo limar el pendiente (aunque sea del tamaño de un Donut), que limar un dedo de la estatua de la Libertad. Así que como única regla, el tamaño de una lima, siempre tendrá que ser mayor que la longitud de la superficie a limar.
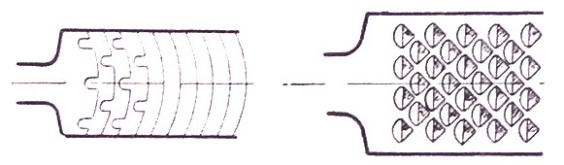
III. El picado
El picado, a parte de ser un amigo mío que no le puede ganar nadie ni a las canicas (vaya chiste más malo), se le llama a la rugosidad de la lima, y que puede ser de los tipos siguientes:
1 – Sencillo: es el producido por entallas paralelas que forman 70º con el eje de la lima. Este tipo de picado se utilizada para trabajar metales blandos como el plomo, el aluminio, el estaño, cobre, latón, etc.

2 – Doble: se obtiene a partir de un picado sencillo, pero se añade otro cruzado con el primero, y a 45° grados del eje de la lima, dando lugar a los dientes de la lima.

3 – Especiales: existen el curvilíneo que se utiliza para metales muy blandos; y los picados de escofina que son utilizadas sobre todo por carpinteros.
Para acabar, comentar que el picado determinado el grado de corte de la lima, y este hará distinguir tres tipos de limas:
- Bastas. Para rebajar material a lo bestia.
- Entrefinas. Para aproximarse a la medida que se quiere obtener
- Finas. Para dejar la superficie bien acabada.
Un ejemplo: resulta que necesito un libro de mentira para poder rellenar una de las estanterías de mi biblioteca, y no que no quede un hueco feo (ya sé que no es un buen ejemplo, pero casi es verdad). Resulta que mido el hueco y necesito un grueso de 21mm. Me voy a la carpintería y no tienen madera de 21mm de grosor, sólo de 25mm, después de regatear el precio, me llevo un trozo a casa y cojo mi espléndido juego de limas. Como tengo que rebajar mucha medida, cojo una lima plana con escopina basta, y comienzo a limar. Cuando voy midiendo y me acerco a la medida de 22mm, dejo la lima anterior, y cojo una lima plana con escopina entrefina hasta que obtengo una medida de 21,2mm, entonces cojo la lima plana con escopina fina y acabo de darle la medida y un acabado suave, para que no ralle mis otros preciados libros. Luego lo pinto, y le grabo el título en el lomo «Crónicas de un limador», y solucionado.
Otro ejemplo: si tenéis un amigo en la cárcel, y os pide que le llevéis una lima metida en un bocadillo de atún, la mejor opción es que dejéis de ser su amigo, pero como dicen que amigos hasta en el infierno, le llevaría una lima media caña picado doble basta. Aunque si tengo un día gracioso, igual le llevaba una lima de uñas fina.
En el primer ejemplo podría haberme acercado a la librería más cercana a comprar un libro, pero queda feo elegir un libro por su grosor. Eso sí, comprar madera+viaje+horas del limador+pintado+grabado = 240€; comprar libro = 30€, pero todo sea por mis lectores…
Artículos posteriores: El serrado – El taladrado – El torneado – El fresado





